

锯床
铣床
磨床
车床
钻孔机
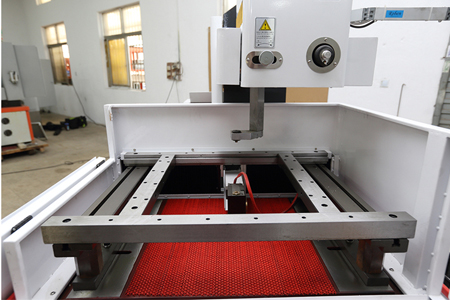
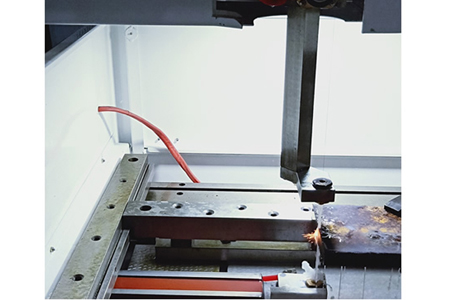
电火花线切割机
等离子激光切割机
刨插床
金属成型设备


技术参数:
| 模型 | DK7732C | DK7740C | DK7750C |
| 床身铸造 | 精密铸造,高温退火,机械精度恒定 | ||
| 工作台设计 | 全支撑设计,XY轴支撑导轨间距大,稳定性好,承载能力强 | ||
| 控制系统 | 高频/加元 | 高频/加元 | 高频/加元 |
| 机床指南 | 直线导轨 | 直线导轨 | 直线导轨 |
| 工作台尺寸 | 400*670 毫米 | 490*800 毫米 | 700*1000 毫米 |
| X轴行程(mm) | 320 | 400 | 500 |
| Y轴行程(mm) | 400 | 550 | 630 |
| Z轴行程(mm) | 230 | 280 | 320 |
| UV轴行程(mm) | 30*30 | 30*30 | 30*30 |
| 标准切削坡度 | ±6°/80mm | ±6°/80mm | ±6°/80mm |
| 钼丝直径 | 0.18 毫米 | 0.18mm | 0.18mm |
| 多切精度(mm) | ≤±0.005(10mm*10mm圆) | ≤±0.005(10mm*10mm圆) | ≤±0.005(10mm*10mm圆) |
| 定位精度(mm) | ≤±0.003/300 | ≤±0.003/300 | ≤±0.003/300 |
| 重复定位精度(mm) | ≤±0.003 | ≤±0.003 | ≤±0.003 |
| 最佳表面粗糙度 (mm) | Ra≤1.0( SKD11 或 Cr12,HRC58 ) | Ra≤1.0( SKD11 或 Cr12,HRC58 ) | Ra≤1.0( SKD11 或 Cr12,HRC58 ) |
| 床尺寸(长*宽*高) | 1470*800*1830mm | 1750*1000*1880mm | 1750*1000*1880mm |
| 控制柜尺寸(长*宽*高) | 660*600*1650mm | 660*600*1650mm | 660*600*1650mm |
| 罐体尺寸(长*宽*高) | 900*620*480mm | 900*620*480mm | 900*620*480mm |
| 工作液容量 | 60L | 60L | 60L |
| 整机重量 | 1500公斤 | 2100公斤 | 2100公斤 |
| X、Y轴垂直度 | ≤±0.001(320*400) | ≤±0.001(400*550) | ≤±0.001(400*550) |
| 最大工作重量 | 400公斤 | 600公斤 | 1000公斤 |
| 工作液 | 水基切削液 | 水基切削液 | 水基切削液 |
| 机床功耗 | 2.0千瓦 | 2.0千瓦 | 2.0千瓦 |
产品详情
线切割是以连续运动的钼丝(称电极丝)为电极,对工件进行脉冲火花放电,去除金属并切割成型。被加工工件的质量介于快线和慢线之间,故称中线。准确的说:中线是快线的升级产品。可以理解为:可以多次切割的快丝,但是它的切割速度并不比快丝慢,而是比快丝高。只有在多次切割的过程中,降低切割速度才能达到切割效果。此时计算的是平均效率,不是最高效率,处理质量也趋于走慢。
线切割机床具有多种切割功能。在加工过程中,控制系统会根据编程流程自动调整加工参数(高频脉冲宽度、脉冲间隔、功率管数量和线切割速度),同时进行加工。处理参数可以手动更改和适当调整。
中行程线切割机有走三退二的加工方式。这种加工方式是目前市场上大部分中走线所采用的加工方式。这种加工方式的原理是自动反转走线方向,三秒后向相反方向行进。两秒钟确保钼丝逐渐向前移动。
中线切割机采用单边放电加工方式。单边放电加工工艺是:钼丝沿一个方向放电,反方向后不放电。这种加工方法优于三步和两步加工的零件。,因为它只朝一个方向放电,不会造成钼丝的痕迹。
送丝机主要用于加工各种复杂、精密的小型工件,如模具的冲头、凹模等。它是在电火花穿孔成型的基础上发展起来的。它不仅发展了电火花加工的应用,而且在某些方面取代了电火花加工穿孔和成型。线切割机床已占电火花机的一半以上。
特征
1、主机采用优质HT250树脂砂,经多次回火处理,消除内应力,长期保持机床精度不变。
2、双向恒张力线结构,长时间加工无需人工紧线,使加工工件的精度和表面质量得到有力保证。
线筒运动轴承采用全进口精密轴承,使用寿命更长。导轮采用专用高精度导轮,全部采用进口轴承,大大增加了使用寿命。
3、采用缓动水箱过滤装置、专用水基切削液及多层过滤系统。自吸泵具有更好的性能和更长的使用寿命,为加工表面的高精度和粗糙度奠定了基础。
4、一站式自动集中供油装置,使X、Y导轨、丝杆、丝杆油缸导轨、丝杆全部润滑,确保机床使用寿命。
5、采用工业PC机组成中线切割一体化编程控制系统。结合工艺数据库,系统可以提供最佳的加工条件,实现高速加工、质量保证和简化操作。该系统是一个完整的线切割解决方案。AutoCut系统由AutoCut系统软件、基于PCI总线的高可靠性运动控制卡、伺服驱动控制主板、交流高频放电板和采样电路组成。AutoCut系统软件包括AutoCAD线切割模块、NCCAD(含线切割模块)、CAXA的AutoCut插件和机床控制软件。
6、为保证每台中间送丝机的精度,采用英国雷尼绍激光干涉仪对设备的定位精度和重复精度进行校核。送丝系统采用高配置导轮和送丝嘴,合理的布局彻底解决了单边散丝现象,使加工表面达到均匀的粗糙度。
标准设备
精密滚珠导轨
工作台滚珠丝杆(材质GCr15)
绞盘
滚珠丝杆轴承D246205/P5(成对供应)
钢丝轴承D246202/P5,导轮轴承D24/P5
变频器
交流接触器3TB4044-9A110V
中间继电器3TH8262 110V 50HZ
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在1小时内回复您,请注意查收您的电子邮件。