

CNC加工中心有硬轨与线轨之分,客户在选购加工中心时就会问:硬轨好还是线轨好呢?它们两个有什么区别?上海鞍提仕公司一张图给您详细介绍:
| 区别 | 线轨 | 硬轨 |
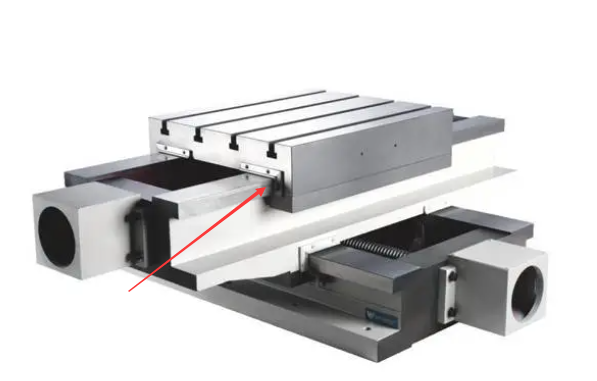
| 图片 | 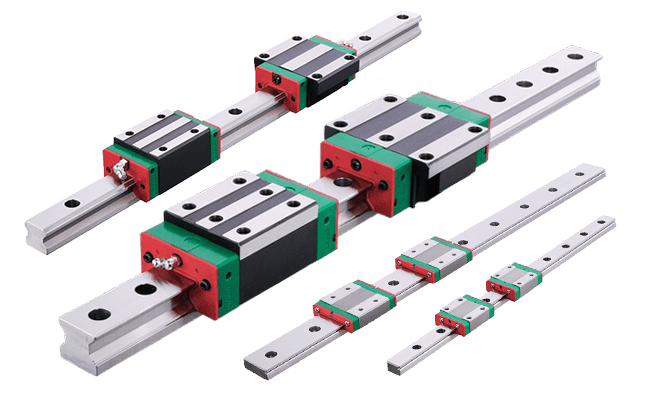 |
 |
| 结构 | 线轨全称为线性导轨,一般指的是滚动导轨。常见结构有滚珠导轨和滚柱导轨两种,其区别是滚珠导轨为点接触型,滚柱导轨为线接触型,其原理都是一至的,同样都是在导轨上滚动来带动滑,线性导轨承受切削力相对较小。我们通常也称这类元件为”直线导轨”。
|
硬轨指的是导轨和床身是一体的铸造件,然后在铸件的基础上加工出导轨,是一种硬性导轨。即床身上铸造出导轨的形状,再通过淬火、磨削后加工成的导轨,也有床身和导轨不一定一体的,比如镶钢导轨,就是加工后钉接在床身上的, cnc加工中心使用的硬轨一般为矩形结构,俗称矩型导轨,。硬轨加工中心的导轨部分经高频或超音频淬火处理后,硬度一般在HRC50°以上,使其具备优越的耐磨性能(镶钢导轨也属于硬轨的一种),其材质排号一般不低于HT250,机体布氏硬度在HB180-HB240之间。
|
| 优点 | 1.线轨加工中心是采用滚动摩擦的,摩擦阻力相对较小,无爬行现像,运行速度快,所以多应用在高速加工和快速走刀的工件加工上。
2.由于其磨擦系数小,所以移动速度较快。 3.同样因为磨擦系数小,所以磨损较小。 4.一般线性导轨都选用较好的材料和较精密的设备制造,所以其精度也较高。 5.cnc加工中心使用的线轨多数都为滚柱型线性导轨。
|
1.硬轨滑动接触面较大,使的机床刚性强,稳定性高。
2.硬轨加工中心采用的是滑动摩擦导致接触面较大,吸震的性能也比较强,这样能较好地提供加工效率和确保有较高的精准度,刚性强度高的硬轨加工中心比较适合重型切削。
|
| 缺点 | 1.线轨加工中心在使用较长的一段时间后精准度就会下降,特别是在负重较大的时候,所以做好润滑工作对线轨加工中心来说尤其重要。
2.因为接触面较小,所以其刚性要低于硬轨。
|
1.硬轨加工中心在加工工件的时候,由于轨道了利用滑动摩擦,会带来很大的摩擦力,所以在加工工件的时候需要较大的切削力,这样会令到机床震动幅度和噪声较大。
2.由于接触面大,使得磨擦阻力也较大,磨损较快,移动速度受限,同时易产生爬行现象等缺陷。 所以,大部分加工中心厂家采用导轨贴塑工艺来减少硬轨的磨损和爬行缺陷。
|
| 应用 | 适合高速机用,可以高速切削,适合加工产品、小型精密模具。如今更多的精密加工中心使用的是线轨。
|
强度高,适合重切削,大型模具、高硬度工件、精度要求一般的工件。 |
| 总结 | 综上所述,在选择加工中心时,要根据自身的需要和条件,选择适合自己的产品,这样才能让加工效果达到理想状态. | |
上海鞍提仕公司提供多种可供选择的数控加工中心,像立式加工中心VMC650,850,1060等,卧式加工中心HMC系列,以及龙门加工中心GMC系列数控铣床等,受到国内外客户广泛欢迎。
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。