


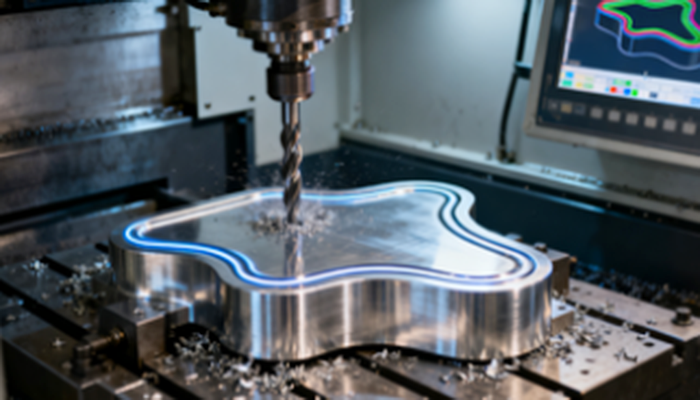
立式加工中心是一种多功能、高度集成的数控机床,它既可以进行普通铣削,又可以进行螺纹铣削。
立式加工中心能够胜任这两种工作,主要是因为它满足了以下四点核心要求。
必备的数控系统功能:
对于普通铣削,需要控制刀具进行直线和圆弧插补。
对于螺纹铣削,核心是需要 “螺旋插补” 功能。即控制系统能同时精确控制X、Y轴做圆周运动,并且Z轴同步移动一个螺距的距离。几乎所有现代数控系统都标配此功能。
三轴及以上联动能力:
螺纹铣削是典型的三轴联动过程。而加工中心的设计初衷就是具备多轴联动能力,以满足复杂曲面加工,实现三轴联动是其最基本的要求。
主轴精度与刚性:
无论是普通铣削还是螺纹铣削,都需要主轴具有高的旋转精度和足够的刚性,以保证加工质量和刀具寿命。
通用的刀库和换刀系统:
加工中心带有刀库。操作者可以将所需的普通铣刀和螺纹铣刀都装入刀库中。
当程序调用时,加工中心可以自动从刀库中取出相应的刀具进行加工,实现无人值守的自动化生产。
下面我们来看看普通铣削和螺纹铣削到底有什么区别
| 特性 | 螺纹铣削 | 普通铣削 |
| 加工目标 | 加工内、外螺纹 | 加工平面、台阶、沟槽、型腔、轮廓等 |
 |
 |
|
| 运动轨迹 | 三轴联动(X, Y, Z 轴同时移动),刀具走螺旋插补路径,形成一个螺纹升程。 | 通常为两轴联动(如X-Y平面移动,Z轴分层下切),路径为直线或圆弧。 |
| 切削方式 | 通过刀具的旋转和主轴的精密螺旋运动,“包络”出螺纹形状。侧刃进行切削。 | 通过刀具旋转,其端刃或侧刃直接切除材料,形成特征。 |
| 柔性化 | 极高。一把螺纹铣刀可以加工不同螺距(在一定范围内)、不同直径的左旋或右旋螺纹,只需修改数控程序。 | 较低。刀具形状基本决定了加工特征的形状和尺寸。 |
| 孔径要求 | 对预制底孔要求不严格,可使用标准钻头。螺纹铣刀本身会决定螺纹的小径。 | 加工型腔时,刀具直径直接决定了轮廓,对预制孔有严格要求。 |
| 适用性 | 非常适合大螺纹、深螺纹、不对称零件(如斜面上攻牙)和难加工材料的螺纹加工。 | 适用于绝大多数非螺纹类特征的加工,是铣削加工的基础。 |
 |
 |
|
| 加工质量 | 质量高,螺纹精度由机床精度和程序保证。排屑顺畅,不易伤牙。 | 质量取决于刀具精度、机床刚性和切削参数。 |
| 效率 | 对于小螺纹、大批量生产,效率可能低于攻丝。但在中大螺纹、深孔、特殊材料时,效率远高于攻丝。 | 对于平面、轮廓等加工,效率非常高。 |
| *刀具 | 专用螺纹铣刀,形状与螺纹牙型相符(如V形、梯形)。种类繁多,有单刃、多刃、整体式、刀片式。 | 通用铣刀,如立铣刀、面铣刀、三面刃铣刀、球头铣刀等。 |
 |
 |
应用场景选择
为什么选择螺纹铣削?
主要是为了解决“丝锥”的痛点:与传统攻丝对比,螺纹铣削优势更明显。
不断丝锥:螺纹铣刀是逐步切削,侧向受力小,不会像丝锥那样整体受力易折断,尤其是在加工深孔或难加工材料(如不锈钢、钛合金)时。
一把刀干多种活:只需修改程序,一把螺纹铣刀可加工不同直径、不同螺距的螺纹,甚至左旋、右旋螺纹,极大减少了刀具库存和成本。
加工大螺纹:对于M20以上的大螺纹,制造大尺寸丝锥非常昂贵且费力,而螺纹铣削是更经济、高效的选择。
盲孔底部完美:螺纹铣刀底部有切削能力,可以轻松加工到盲孔底部,形成完整的螺纹,而丝锥的引导部分会在孔底留下不完整的牙型。
什么时候用普通铣削?
当你的加工目标是除了螺纹以外的任何特征时,都用普通铣削。它是铣削加工的“基本盘”。
如果您也需要一款合适的加工中心用来进行铣削加工,欢迎咨询上海鞍提仕。我们是一家资深的金属机加工设备供应商, 有丰富的机械设备制造与运用经验,能够为你提供专业技术支持。
请发送邮件到 contact@antsmachine.com;
更多产品信息,请访问:https://www.antsmachine.com/
关键词:CNC加工中心、立式加工中心、CNC铣削加工中心
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。