

修整是研磨加工作业中,一道必经的环节,是一道常被人忽略其重要性的环节。此次想藉由这篇文章来和大家谈谈,修整对于研磨到底有什么样重要的影响!

为什么要修整砂轮?
在研磨加工过程中,砂轮的状态会直接影响研磨结果。砂轮的状态像是切削力的变化、砂轮形状的变化,这些变化对于研磨成品的良率及重现性都会有所影响。
一般而言最常遇到的变化就是砂轮「切不动」,意指砂轮失去切削力了;而砂轮失去切削力的主要原因有两种:
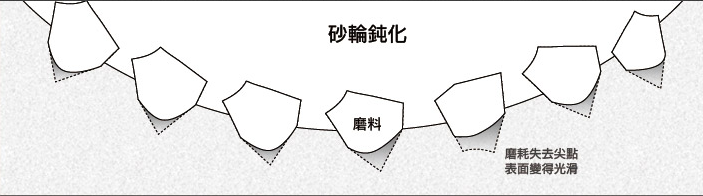
第一种是磨粒在研磨、挤压的过程中,棱角逐渐磨圆,我们称之为「钝化」。而此时砂轮的自锐能力没有适时发挥作用,就会致使切削力降低,无法有效的发挥研磨作用。
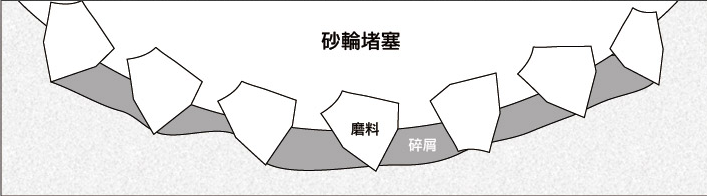
第二种是因为研磨过程中,会有碎屑的产生。尤其是具有黏性的材质。若砂轮的气孔不够大或气孔率较低,容易使碎屑填塞在气孔中,造成「堵塞」。导致砂轮成为一个无锯齿的平面,失去切削力。
另外一种需要修整的状态是「砂轮研磨面不平整」:砂轮在使用的过程中,会出现损耗。这样的损耗会造成砂轮的真圆度逐渐丧失,以及砂轮研磨面的不平整。这个情况会造成研磨时的偏摆,研磨效率降低等问题。
砂轮在这些不稳定的状态下,就必须进行修整,使砂轮恢复切削力或是真圆度。然而,因为砂轮在加工过程中是高速旋转,很多时候是无法直接从肉眼观察出砂轮是否已经失去切削力或是不平整。
不过,在失去切削力的情况下都会产生许多的研磨现象,若产生这些现象,就能推估砂轮是否需要进行修整。
什么时候该修整砂轮?
就如上述所提到的,因为钝化及堵塞所造成的切削力不足、磨耗所造成的不平整,都会直接反映在研磨成果上;所以当研磨时出现了以下的状况时,就是必须要修整砂轮的时机了!
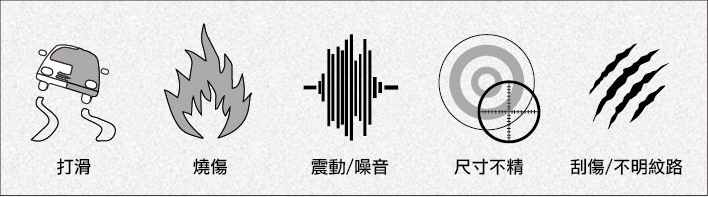
★ 打滑:砂轮因为失去切削力,成为一个平面,就如同轮胎的胎纹被磨平一样,失去摩擦力,这种情况下就容易产生打滑的现象。
★ 烧伤:造成烧伤是失去切削力最严重的情形,此种情况最常发生在因气孔阻塞而造成切削力消失的情境,需马上进行修整。
★ 震动/噪音:这种状况,是打滑之外的另一种现象,因为没有摩擦力,砂轮面无法有效的与工件接触。另外,如果砂轮真圆度丧失及出现不平整状况时,也会产生震动,甚至因此产生噪音。
★ 尺寸不精:尺寸精度的丧失,表示砂轮失去切削力的程度已经很严重,需马上进行修整。
★ 工件表面出现刮伤或不正常的研磨纹路:如果工件表面出现刮伤,表示砂轮自锐能力开始下降,而研磨纹路的异常通常也表示砂轮的性能开始出现问题。
以上的状况发生时,已经是必须要修整砂轮的时候了。若是忽略不管,会造成工件极大的损伤,也会影响整个制程的效率。最好的状态是在砂轮快要出现上述状况时就进行修整,才能让工件保持好的良率。
当然,也不能一天到晚都在修整砂轮,因为在修整的过程中还是会带来一些相关成本,这也是我们在修整砂轮时,需要注意的一个部分。
修整的成本
虽然说单一次修整所带来的成本看似非常少,但是当中仍然有我们常忽略的无形的成本。若将所有的成本加总起来,积少成多,长期下来也是非常可观的。所以我们也应该对修整所可能带来的成本有一定程度的了解。
直接成本
★砂轮的磨耗:这是最直接且显而易见的成本。
若是砂轮本身花费不高,或许不会有太大的成本消耗,但若是高价的砂轮,修整所损失的费用可就非同小可。
业者可以透过计算,记录一颗砂轮的平均可使用率,或平均被修整率,来计算成本。
★修整器的磨耗:这也是可以直接联想到的成本,其成本的花费与计算方式,和砂轮磨耗所带来的成本相去不远。
间接成本
★修整时间:一颗砂轮修整的时间是一个明显影响效率的成本。
砂轮修整的越久,此产线或机台停工的时间就越久,若是短时间就能完工的制程,修整的时间影响会更显著。
★人力成本:砂轮的修整需要人员去执行,这段期间,人员原本可以从事其他工作事项。但因为砂轮需要修整,而变成只能先执行这个项目,进而影响整个效率。
★工件良率:如果砂轮需要时常修整,工件的良率可能会下降。
因为砂轮失去切削力的变化程度大,刚修整完及临界需修整时的砂轮,所加工出来的工件,相关的尺寸精度或面粗度等可能会有很大的差异。
而良率的下降,也表示需要重新加工的工件也增加,所造成的成本与效率的降低也不少。
降低成本的方法
上述所造成的成本之间,都是交互作用的。例如:砂轮虽然需要时常修整,但修整器或人员的修整能力良好,便可以大幅减少修整时间等。所以最有效的方式即是尽可能的减少需要修整的次数与时间,相关的项目如下:
★砂轮:砂轮的品质是最直接影响修整频率的因素,一颗高自锐性且不易堵塞,可以大幅减少修整频率,然而相对的砂轮的费用可能较贵。
低价的砂轮虽然磨耗的成本较低,但若需时常修整,长时间下来所造成的成本,可能远大于高品质而不需时常修整的砂轮。
★修整器:修整器会同时影响修整频率及修整时间。好的修整器可以让修整完的砂轮达到最好的状态,以减少修整频率;抑或因为操作容易,可以快速将砂轮修整好,能有效的减少修整时间,以提升加工效率。
★员工素质:砂轮的修整是一道很需要经验的工序及技巧,很需要靠感觉。若是经验不足,修整时间很可能会拉长或者修整出来的品质不够好,导致砂轮研磨需时常修整或工件良率下降。
了解并作纪录
砂轮的研削能力是由好到坏,再由坏到好的一种循环,修整就决定了这个循环的频率。而如何决定修整的时机,影响了加工的效率、成品的良率。最好的状态是了解并记录每个生产线的砂轮,其修整时间、修整间隔及最有效的修整方式。
在发生研磨问题前就事先排除,并避免不必要的浪费,才是最佳的修整方式,也更能使砂轮持续达到最佳的状态。
鞍提仕在金属磨削及砂轮修整方面有着多年经验,如果您有磨床或者砂轮修整机方面的需求请联系我们。
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。