


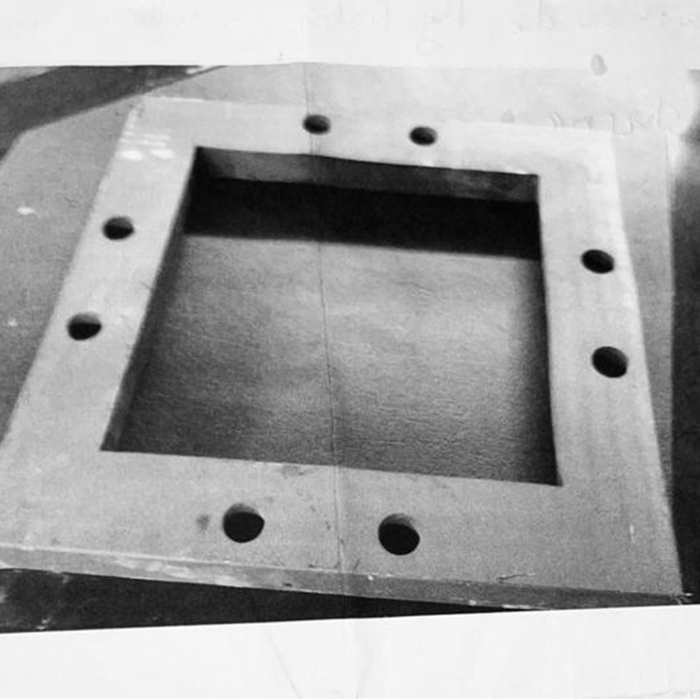
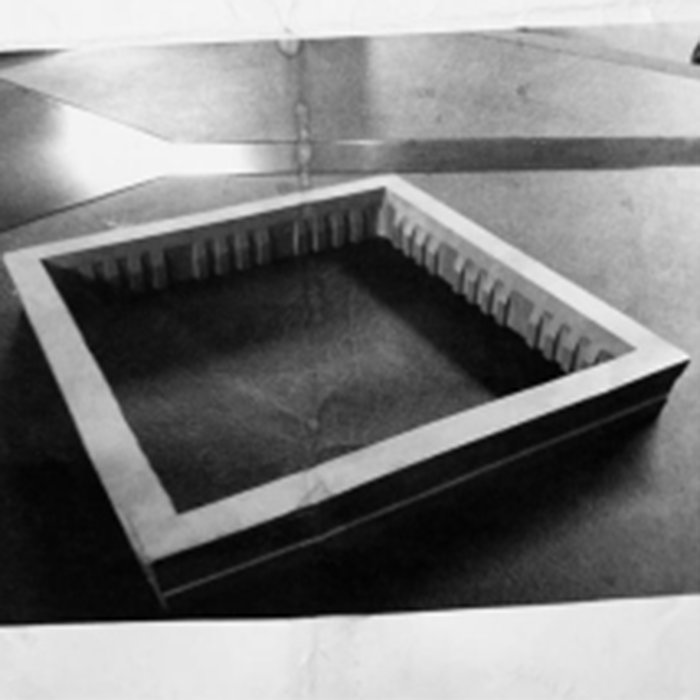
近日,一位来自沙特阿拉伯的客户需要购买线切割加工车间冲压模具,客户的工件尺寸在205×205mm,需要我们的线切割切割后全焊接处理,加工效率:每天完整加工3套模具。另外内膛不规则的地方有一个5°的切割锥度需要处理。最佳表面粗糙度要到达0.8um.
综合客户要求,鞍提仕工程师成功为客户匹配了一台中走丝-400GS3,X,Y,Z轴的行程为:400*320*260mm.工作台最大承重为400kg. 采用先进的数控系统,锥度加工时可以进行三维跟踪显示,可以进行一次切割也可以进行多次切割,提高就加工速度和加工的光洁度。
 |
 |
400GS3 采用的是 C 字形结构,结构稳定,精度保持性更好。机床的各个运动部件采用的是点对点的加油模式,确保运动部件的油路畅通。400GS3的直线导轨和滚珠丝杆采用的是台湾上银品牌,另外与交流伺服电机直连,精度更好。X/Y轴交流伺服驱动控制。 该款设备采用AutoCut 系统,支持图形驱动自动编程,用户无需接触代码,只需要对加工图形设置加工工艺,便可进行加工。
以下是400GS3的基本参数:
| 基本参数 | 单位 | 400GS3 |
| X,Y,Z 轴行程 | mm | 400*320*260 |
| X/Y 定位精度 | mm | 0.01 |
| 最佳表面粗糙度 | um | Ra=0.6 |
| 工作台最大承重 | kg | 400 |
| 最大切割锥度/工件厚度 | / | ±6°/80 |
鞍提仕工程师向您简单介绍400GS3加工冲压模具的流程:
1.材料准备与定位
工件需为导电材料(模具钢);
将工件夹装在中走丝工作台上,通常居中装夹。
2.加工执行(非常关键)
主切割(粗加工)
高速地将模具轮廓内部的材料切掉,留出余量。
多次切割(精修)
主要目的是提高尺寸精度和表面光洁度。
第一次修切是切除主切割留下的部分余量和变质层。参数比主切割更精细。
第二次修切是进一步减小偏移量和能量,主要目的是提高表面质量。
3. 加工后处理
检验
尺寸检验:使用投影仪,三坐标测量机或卡尺,千分尺等工具,检测关键尺寸是否合适。
表面质量检测:观察切割面是否有烧伤,短线痕迹等缺陷。
4.组装
将加工好的凸模,凹模等零件和模具其他组件进行组装,完成整套冲压模具的制造。
如果有任何疑问,请通过我们的网站信息联系到上海鞍提仕机械设备有限公司。工程师会给你匹配高效的机床和专业的服务。
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。