

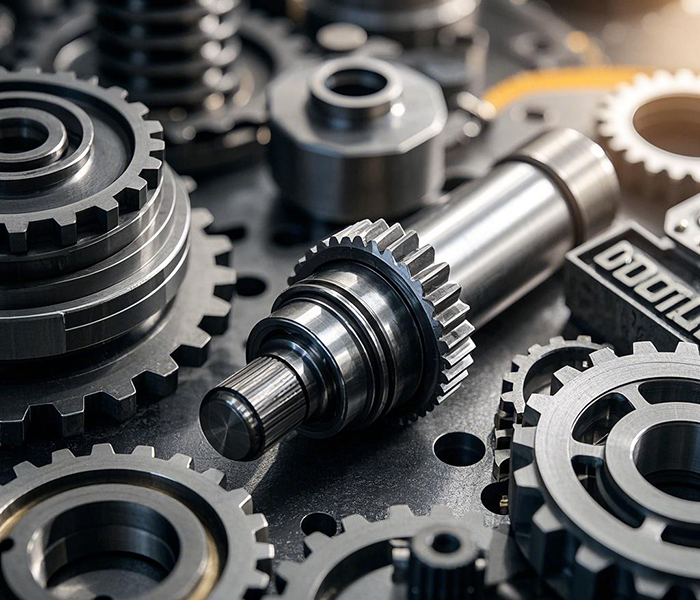
花键轴是机械传动的一种,在轴的外表有纵向的键槽,套在轴上的旋转件也有对应的键槽,可保持跟轴同步旋转,同时有的还能在轴上作纵向滑动。
主要用于传递机械扭矩,和平键、半圆键、斜键作用相同,但相比之下,花键轴能够传递更大的扭矩,且具有更好的定心精度和导向性。
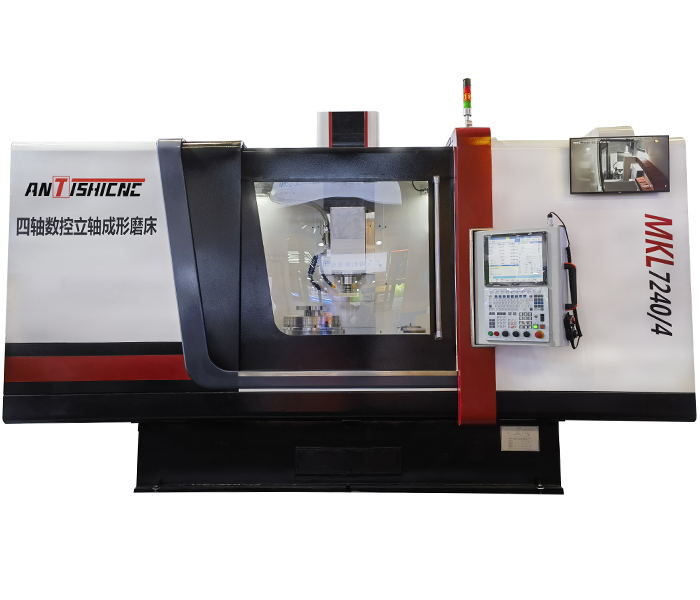
近日,上海鞍提仕机械设备有限公司成功接待了一位来自乌克兰的石油开发商。想用它来处理工厂生产油气田设备、石油产品储罐、市政专用机械和其他设备的细节。根据客户的2维和3维的图纸,匹配了一款四轴立式数控磨床—MKL7240/4.
本机床为四轴数控立轴成形磨床,适用于圆形工件的外圆及内孔磨削、圆环形工件磨削、凸缘形工件外圆及内孔磨削以及内外圆成形磨削等。
以下是MKL7240/4 4轴立式数控磨床的基本参数:
| 基本参数 | 单位 | MKL7240/4 |
| 工作台面尺寸(宽*长) | mm | 40*1000 |
| 最大磨削工件最大尺寸(外圆直径*高度) | mm | 40*1000 |
| 工作台纵向最大行程 | mm | 1050 |
| 工作台纵向移动速度 | m/min | 0.02 ~ 15 |
| 工作台最大承载重量(含工装夹具等) | kg | 780 |
| 主轴电机功率 | kw | 15 |
接下来由鞍提仕工程师向您详细介绍四轴立式数控磨床加工花键轴的大致流程:
1.加工前准备
图纸分析与工艺制定:仔细研读花键轴的设计图纸,明确花键的类型、精度要求以及表面质量要求等。根据图纸要求,结合机床的性能和加工特点,制定合理的加工工艺,确定磨削方式(如粗磨、半精磨、精磨等)、磨削参数(磨削速度、进给速度、磨削深度等)以及加工顺序等。
工件装夹与定位:选择合适的夹具,如顶尖、卡盘等,将待加工的花键轴毛坯装夹在数控磨床的工作台上。通过找正等操作,确保花键轴的轴线与机床的C轴(旋转轴)重合,并且工件的位置准确无误,以保证加工精度。
砂轮选择与安装:根据花键轴的材料、硬度以及加工要求,选择合适的砂轮。例如,对于硬度较高的材料,可选用粒度较细、硬度较高的砂轮;对于精度要求高的花键轴,可选用修整性能好的砂轮。将选好的砂轮正确安装在磨床的主轴上,并进行必要的平衡调试,以减少磨削过程中的振动。
机床参数设置:在数控系统中输入工件的相关参数,如花键的齿数、模数、压力角、大径、小径等,以及磨削工艺参数,如各阶段的磨削深度、进给速度、砂轮转速等。同时,设置机床的坐标系,确定工件零点等。
2.加工过程
粗磨:启动磨床,砂轮以设定的转速旋转,工作台带动工件按照编程路径进行运动。砂轮首先对花键轴的外圆表面进行粗磨,去除大部分余量,接近花键的最终尺寸,但要留出一定的余量用于半精磨和精磨。粗磨时,磨削深度较大,进给速度相对较快,以提高加工效率。
半精磨:粗磨完成后,进行半精磨。此时,磨削深度和进给速度适当减小,进一步提高花键轴的尺寸精度和表面质量,为精磨做好准备。在半精磨过程中,可能需要根据实际情况对砂轮进行适当的修整,以保持砂轮的锋利度和形状精度。
精磨:半精磨完成后进入精磨阶段。精磨时,磨削深度和进给速度都非常小,以获得较高的尺寸精度和表面光洁度。砂轮按照精确的编程路径对花键轴的齿侧、小径等部位进行磨削,使花键轴达到设计要求的精度和表面质量。在精磨过程中,需要密切观察磨削情况,如有必要,可对磨削参数进行微调。
砂轮修整:在整个加工过程中,由于砂轮在磨削过程中会逐渐磨损,影响加工精度和表面质量,因此需要根据砂轮的磨损情况,适时使用修整器对砂轮进行修整。修整器可以将砂轮的表面修整成所需的形状和尺寸,恢复砂轮的锋利度和切削性能。
3.加工后处理
工件检测:加工完成后,使用量具(如卡尺、千分尺、三坐标测量仪等)对花键轴的各项尺寸参数、形位公差等进行检测,确保加工精度符合设计要求。同时,检查花键轴的表面质量,是否有划伤、烧伤等缺陷。
工件拆卸与清理:将加工好的花键轴从夹具上拆卸下来,清理工件表面的磨削屑和磨削液等杂质,对工件进行防锈处理,如涂抹防锈油等。
机床清理与维护:清理机床工作台、砂轮罩等部位的磨削屑和杂物,对机床进行必要的维护保养,如添加润滑油、检查各部件的运行情况等,为下一次加工做好准备。
如果有任何疑问,请通过我们的网站信息联系到上海鞍提仕机械设备有限公司。工程师会给你匹配高效的机床和专业的服务。
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。