

产品名称:对刀仪吹气杆
材质:SUS304
加工工艺:车床加工,CNC加工
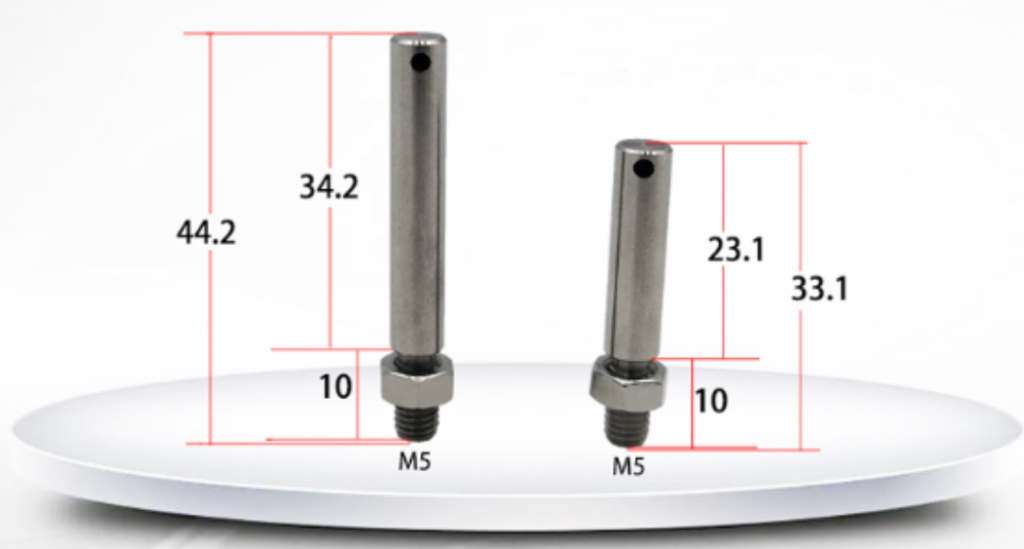
外形尺寸:¢10*50mm
加工精度:0.01mm
 |
 |
近期有客户咨询上海鞍提仕公司一款数控车床加工对刀仪吹气杆,以下是工程师匹配的技术方案以及分享的加工步骤:
①数控车床粗加工:装夹坯料,用外圆车刀粗车外圆,留0.5-1mm的精加工余量;根据需要,用钻头钻中心孔或通孔,为后续加工做准备。
②数控车床半精加工:对需要进一步加工的部位进行半精加工,如车削台阶、锥度等,控制尺寸精度在一定范围内,为精加工留0.1-0.3mm的余量。
③数控车床精加工:精车外圆至图纸要求尺寸,保证尺寸精度和表面粗糙度;因该客户对刀仪吹气孔有内孔,所以需要用内孔车刀或铰刀进行精加工;对有螺纹的部位,用螺纹车刀加工螺纹,控制好螺距和牙型精度。
针对加工对刀仪吹气杆,上海鞍提仕公司推荐H36数控平身车床,型号参考如下:
| 规格 | 单位 | H36 |
| 床身上最大回转直径 | mm | φ360 |
| 最大加工工件长度 | mm | 220 |
| 拖板最大回转直径 | mm | φ110 |
| 主轴直径 | mm | φ48 |
| 主轴转速 | rpm | 2000 |
| 拉管通孔 | mm | φ40 |
| 主电机功率 | Kw | 3.7KW 伺服电机 |
 |
||
关键词:车床,数控车床,平身数控车床,吹气杆车削车床
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。