

 |
 |
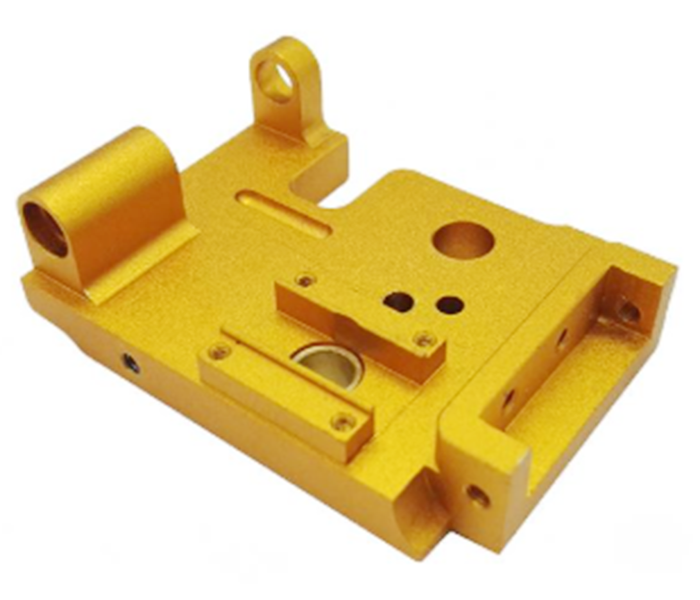
产品名称:电磁阀座
材质:A6061
加工工艺:铣床加工,CNC加工
外形尺寸:60*40*30mm
加工精度:0.02mm
近期有客户咨询上海鞍提仕公司一款立式加工中心如何加工电磁阀座,以下是工程师匹配的技术方案以及分享的加工步骤:
一、立式加工中心机器工件装夹与定位
对于不同尺寸的阀座,可通过调节螺杆和抵靠凸块进行适应性调整。
以阀座底面或已加工的基准面为定位基准,利用加工中心工作台的T型槽或专用夹具进行精准定位。
该客户电磁阀座加工需要用到第四轴
二、立式加工中心机器钻孔加工
选用高速钢或硬质合金钻头,根据阀座材料(如145钢、445钢)调整转速和进给量
对于高精度孔位(如±0.01mm),需分粗、精加工,粗加工后留0.1-0.2mm余量,精加工时使用铰刀或镗刀。
多轴联动加工:利用立式加工中心的X/Y/Z轴联动功能,按图纸坐标依次完成各孔位的钻孔(如摘要1中的双钻头同时加工)。
三、立式加工中心机器攻丝处理
使用刚性攻丝或柔性攻丝刀柄,根据螺纹规格(如M6-M12)选择对应丝锥。
加工中心需配置主轴同步攻丝功能,确保螺距与进给匹配(参考摘要7的一体化加工设备)。
针对批量加工电磁阀座,上海鞍提仕公司推荐VMC430数控铣床,型号参考如下:
| 规格 | VMC430 |
| X 轴行程 | 500 mm |
| Y 轴行程 | 320 mm |
| Z 轴行程 | 410 mm |
| 主轴端面至工作台 | 70-480 mm |
| 主轴中心至立柱导轨 | 360 mm |
 |
|
如果您也同样对对电磁阀座铣削感兴趣,欢迎您的咨询!
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。