


校直加工原理与过程
校直的核心原理是 “反弯曲” 和 “弹塑性变形”。
1.上料与喂入:将六角钢的一端送入校直机的入口导筒或第一对辊子。
2.反复弯曲与塑性变形:
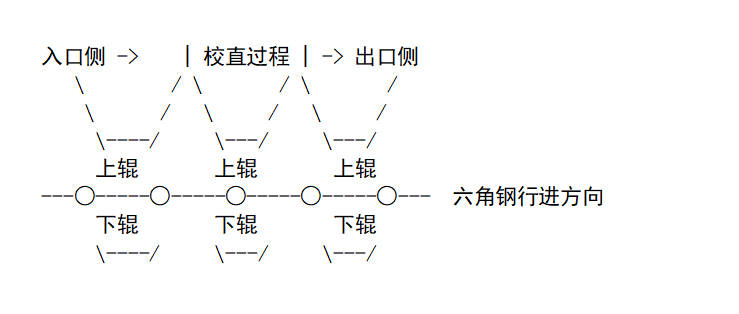
当六角钢进入辊子后,会被辊子强迫向相反方向反复弯曲。如下图所示,中间的辊子将钢材向上顶,使其产生一个远大于原始弯曲的“反弯曲”。
在这个反弯曲的过程中,钢材外层纤维首先发生塑性变形(永久变形),而内层纤维发生弹性变形(暂时变形)。
当钢材继续前进,脱离这个最大弯曲点后,弹性变形部分会试图恢复,但由于外层已经塑性变形,整体回弹后,原始的弯曲就被抵消掉一部分。
3.逐渐矫平:经过一排(通常是7-11根或更多)交错排列的辊子多次、小量的“反弯曲”后,六角钢内部的应力被重新分布,残余的弯曲量越来越小。
4.出料:最终,被校直的六角钢从出口端平稳送出。
辊子排列示意图(侧视图)
二、加工前准备
1.检查原材料:首先目测检查六角钢的弯曲情况,了解大致的弯曲方向和弯曲程度。
2.选择与调整设备:
校直机型选择:通常使用辊式校直机,而不是压力校直机。因为辊式校直机是连续旋转压弯过程,效率高,适合长条型材的批量校直。
辊子选择与排列:校直机的上下两排辊子不是平的,而是带有与六角钢形状相匹配的六角形凹槽。这确保了压力能够均匀地施加在六个面上,避免压伤棱角或产生旋转。
调整辊隙:根据六角钢的对边尺寸(如S22、S30等)调整上下辊子之间的间隙,确保六角钢能够顺利通过且受到适当的压紧力。
调整压下量:这是最关键的一步。需要根据弯曲程度,调整中间几根辊子的偏移量,使其相对于入口和出口的辊子有一个“凸起”或“凹陷”的量。这个偏移量决定了校直时施加的弯曲程度。
近日,上海鞍提仕机械设备有限公司收到俄罗斯客户校直六角钢及圆棒的需求,其主要工件信息如下:
| 类型 | 六角钢 | 圆棒 | 圆管 |
| 直径范围 | 六角形外接圆直径为 41.6 mm | 20-50mm | 20-50mm |
| 长度范围 | 2400-6000mm | 1000-6000mm | 1000-6000mm |
| 壁厚 | 25mm | / | 5mm |
| 材质&硬度 | 空心六角形 HEX25、HEX32、HEX35
六角形 S35,(硬度 38-46 HRC,表面硬度 55…59 HRC)。
|
钢材 – 23ХН3Мо 钢
原钢或热处理结构钢(芯部硬度 38-46 HRC,表面硬度 54-58 HRC),工件硬度最高可达 60 HRC。 |
钢材 – 23ХН3Мо 钢
原钢或热处理结构钢(芯部硬度 38-46 HRC,表面硬度 54-58 HRC),工件硬度最高可达 60 HRC。
|
| 图片参考 |  |
 |
 |
根据客户的工件信息,多次商定,我们匹配了如下参数的校直机型号
| 设备名称 | 智能决策校直机 |
| 设备型号 | ATS-A63-M1 |
| 最大加载力(公称力) | ≤630KN |
| 工作台尺寸 | 7000 x 700 mm |
| 适应工件长度 | 1000mm≤L≤6000mm |
| 适应工件直径 | 20mm≤D≤50mm |
| 校直测量通道数量 | 1~10通道内可调 |
| 传感器分辨率 | 0.001mm |
| 重复测量精度 | 0.005mm |
| 主缸空程速度 | 40mm/s |
| 加载速度 | 6~12mm/s |
| 回程速度 | 40mm/s |
| R轴旋转速度 | ≤300r/min(位置伺服驱动) |
| X轴运行速度 | ≤200mm/s |
| 开口高度 | 约700mm |
| 油缸行程 | ≥400mm |
| 设备颜色 | ANTISHI色或用户指定 |
| 加载形式 | 普通泵空液压加载 |
| 回转中心形式 | 滚轮驱动 (头架+尾架) |
| 回转中心驱动形式 | 伺服驱动 |
| 回转中心装夹形式 | 摩擦轮+气动 |
| 工装位置设定形式 | 手动设定锁紧 |
| 测量传感器形式 | 测量杆接触测量 |
| 支撑形式 | 气缸推杆支撑 |
| 支撑块形式 | U型支撑块 (使用寿命长,不伤工件) |
| 预设压力 | 可调 |
| 校直方式 | 智能决策自动校直 (TA2不可使用) |
| 采用数控行程限位 | 程序控制两种操作方式(触摸屏、按钮,数显) |
如果您也需要一款合适的校直机用来进行校直加工,欢迎咨询上海鞍提仕。我们是一家资深的金属机加工设备供应商, 有丰富的机械设备制造与运用经验,能够为你提供专业技术支持。
请发送邮件到 contact@antsmachine.com;
更多产品信息,请访问:https://www.antsmachine.com/
关键词:CNC校直机、校直机、六角钢校直机、圆管校直机
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。