

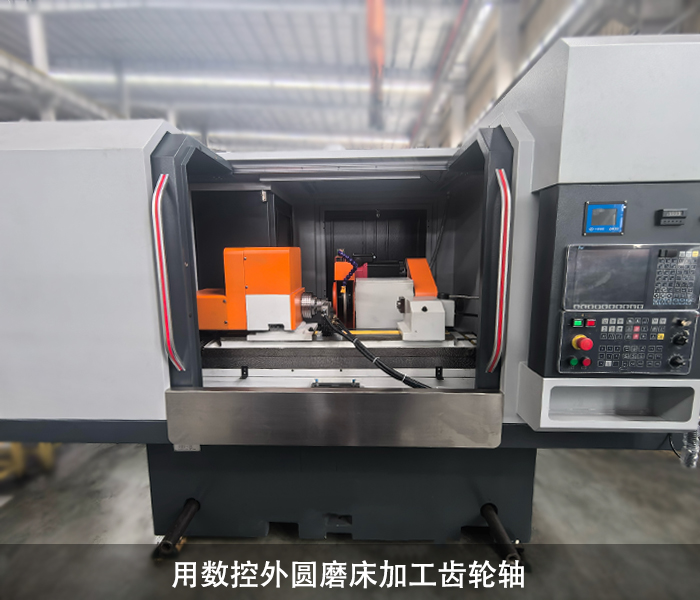
数控外圆磨床是一种高精度的金属切削机床,主要用于对圆柱形或圆锥形等回转体零件的外圆柱面、外圆锥面及轴肩端面等部位进行精密磨削加工,以达到所需的尺寸精度、形状精度和表面粗糙度。通过数控系统控制砂轮和工件的相对运动,砂轮高速旋转作为主运动,对工件表面进行切削,去除多余的材料。同时,工件做旋转的圆周进给运动,并且在轴向做直线进给运动,使砂轮能够逐步磨削整个工件表面,从而实现对工件外圆的精密加工。
近日,有一个齿轮轴的生产厂家找到我们,想要买一台外圆磨床进行磨削加工,要求我们给他匹配一台适合的机器,工件长度在160mm-400mm,工件直径在20mm-35mm,根据他的需要,我们匹配了一台合适的外圆磨床可以满足客户的需求,客户很满意。
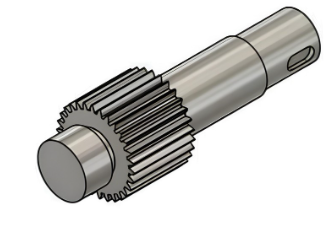
齿轮轴是指支承转动零件并与之一起回转以传递运动、扭矩或弯矩的机械零件。它主要用于支撑齿轮等转动部件,通过与这些部件的配合,实现动力的传递和运动的控制。在机械传动系统中,齿轮轴起到了至关重要的作用,它将动力从一个部件传递到另一个部件,确保整个系统的正常运行。
 |
 |
数控外圆磨床加工齿轮轴步骤
1.加工前准备
研读图纸:明确齿轮轴尺寸、精度等要求。
选定设备:依齿轮轴规格、精度确定磨床。
准备工装:挑合适夹具,确保工件定位夹紧稳固。
选装砂轮:据材料确定砂轮,正确安装并调平衡。
准备刀具:需切槽等加工则装好刀具并调位。
检查坯料:核查坯料尺寸、硬度,清理表面毛刺。
2.对刀与参数设定
安装工件:用夹具装夹齿轮轴,保证其与磨床主轴同轴。
对刀:手动或自动让砂轮靠近工件,确定对刀点。
设定参数:在数控系统输入砂轮转速、进给速度、磨削深度等参数,区分粗精磨参数 。
3.加工过程
粗磨:启动磨床,按参数粗磨,留 0.5 – 1mm 精磨余量。
测量:停机测量尺寸,偏差超限时调整参数。
精磨:严控参数精磨,磨削深度 0.05 – 0.1mm。
4.加工后处理
拆卸工件:关闭电源,松开夹具取下齿轮轴,防碰伤。
检验:全面检测尺寸、形状精度和表面粗糙度。
清理保养:清除工件碎屑、冷却液,保养磨床。
根据客户的需要,最终我们匹配了MK1320数控外圆磨床,本机床为两轴联动数控外圆磨床。机床整体结构采用工作台移动式T型布局,主要由床身、工作台、头架、尾架、垫板、砂轮架构成。床身、工作台、垫板、横向滑板、砂轮架等基础构件均采用树脂砂造型,高强度低应力的HT300珠光体铸铁材料,具有高刚度和优良的精度稳定性。
| 项目 | 单位 | MK1320 |
| 磨削最大长度 | mm | 520 |
| 磨削直径范围 | mm | Ф8~Ф320 |
| 最大工作重量 | kg | 50 |
| 中心高 | mm | 125 |
| 工作台最大回转角度 | ° | -3°~+7° |
| 砂轮规格 | mm | Φ400×50×Φ203 |
我公司的工程师将与您一起,为您匹配最合适的解决方案。
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。