


在车床制造领域,交叉滚子轴承是用于高精度旋转、支撑和引导的重要部件,确保加工过程中的高精度和高精度,同时,也可以使用数控立式车床进行生产加工,上海鞍提仕公司为您介绍数控立式车床如何加工交叉滚子轴承:
 |
 |
1.数控立式车床加工交叉滚子轴承过程:
车削外圆和端面:将轴承套圈毛坯装夹在立式车床工作台上,找正后,粗车外圆和端面,留一定余量;然后精车外圆和端面,保证尺寸精度和表面粗糙度,外圆精度可控制在±0.01mm以内,表面粗糙度达到Ra0.8-Ra1.6μm。
车削内孔:对于有内孔加工要求的交叉滚子轴承套圈,采用镗刀进行内孔车削,先粗镗再精镗,控制内孔尺寸精度和圆柱度,圆柱度误差可控制在±0.002mm以内。
滚道加工:使用成形刀具或通过数控编程控制刀具路径,车削出滚子轴承的滚道,保证滚道的形状精度和表面质量,滚道的圆度误差可控制在±0.001mm以内。
切槽和倒角:根据设计要求,使用切槽刀进行切槽加工,确定卡槽的尺寸和深度;用倒角刀对轴承套圈的边缘进行倒角处理,防止边缘毛刺和应力集中。
2.数控立式车床加工交叉滚子轴承优势:
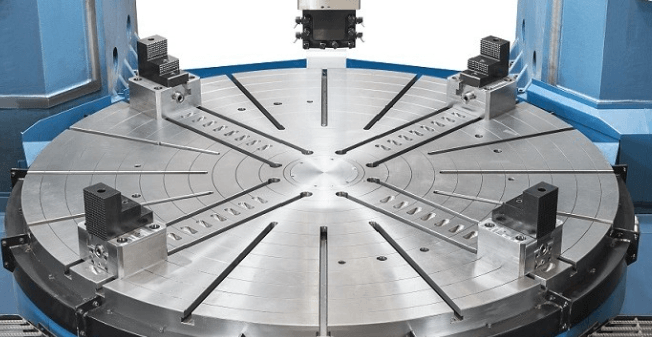
立式结构:与传统卧式车床不同,立式车床的主轴垂直于地面,轴承可以很好的水平放置。
加工精度:高端数控立式车床的定位精度可达±0.005mm,重复定位精度可达±0.003mm。
加工范围:交叉滚子轴承型号不同,工作台直径可从500mm到5000mm不等,最大加工高度可达2000mm
上海鞍提仕公司有一个款适用于加工2000mm直径交叉滚子轴承的单柱数控立式车床,参考如下:
| 规格 | 单位 | CK5123B×13/8 |
| 最大车削直径 | mm | 2300 |
| 工作台直径 | mm | 2100 |
| 最大工件高度 | mm | 1500 |
| 最大工件重量 | Ton | 8 |
| 工作台速度范围 | r/min | 1-80 |
| 机器重量(约) | Ton | 30 |
|
||
数控立式车床的加工稳定性好。减少了因人为因素导致的误差和废品率,从而降低了生产成本。
欢迎您的咨询!
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。