


计算折弯机吨位需根据板材材质、厚度、折弯长度及模具开口宽度,使用标准计算公式,核心是通过材料力学参数推导所需压力。
一、核心计算公式(适用于低碳钢,最常用场景)
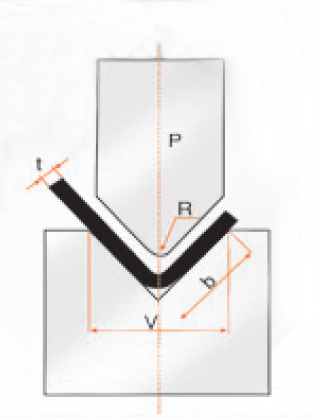
P = (650 *S² *L) /V
| 缩写 | 含义 | 单位 | 定义 | |
| P | 折弯力 | Bending Pressure | KN | – |
| S | 板厚 | Plate Thickness | mm | 待折弯的实际板厚 |
| L | 板宽 | Plate width | m | 需折弯的有效长度(非板材总长度) |
| V | 下模槽宽 | Bottom die groove width | mm | 下模的开口尺寸(通常取板材厚度的8-10倍,以实际模具为准) |
二、不同材质的系数调整
公式中 “650” 是低碳钢的系数,其他材质需按抗拉强度替换,常见材质系数如下:
低碳钢(Q235/SPCC):650
不锈钢(304/316):1000(强度更高,需更大吨位)
铝合金(6061/5052):350(强度较低,需更小吨位)
三、计算示例
以 “折弯 1000mm 长、5mm厚的 Q235 钢板,使用 40mm 开口下模” 为例:
P = (650 × 5² × 1000) ÷ 40 = (650 × 25 × 1000) ÷ 40 = 406.25KN = 40.625T
实际选型时,需向上取整(如选 40T 或 50T 折弯机,避免超载)。
如果您对折弯机的吨位计算有任何问题,或者不知道如果选购合适的折弯机设备,欢迎来咨询上海鞍提仕,我们会为您提供专业的建议。请联系contact@antsmachine.com
关键词:折弯机、数控折弯机、液压折弯机、折弯机吨位、吨位计算
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。