

近日,上海鞍提仕收到来自英国专业船用设备制造商的订单需求。该客户专注于船用螺旋桨、推进系统及水下推进器的设计、制造与配套服务,本次采购旨在解决其联轴器内部键槽的高精度加工难题。我们结合客户的实际工况与设备要求,为其推荐了630GS3 中走丝线切割机床,并完成了针对性的技术方案优化,为客户提供高效、稳定的键槽加工解决方案

客户主营船用推进系统核心零部件加工,本次采购的核心需求清晰明确:
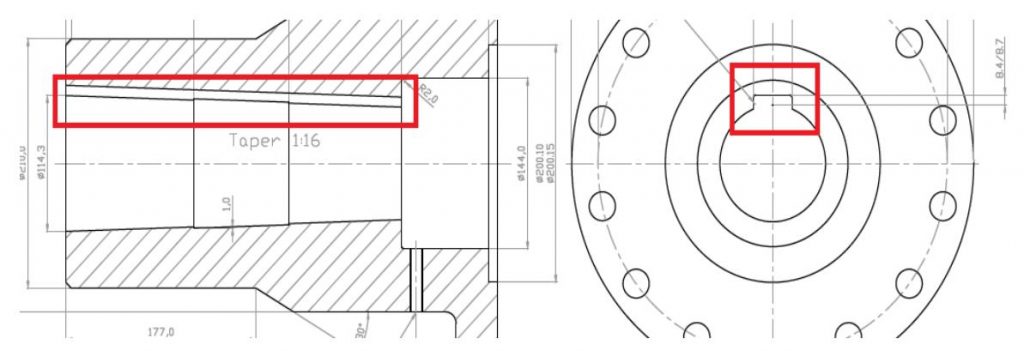
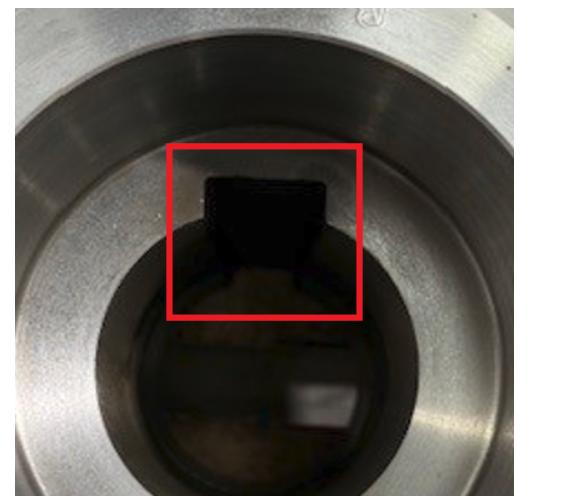
- 加工对象:联轴器中心孔位置的键槽
 |
 |
- 加工精度:键槽尺寸精度要求达到 05mm
- 切割厚度:工件切割厚度达 500mm
- 工艺难点:联轴器为带锥度的轮毂类工件,键槽位于中心孔内,对加工位置度、对称度和同轴度均有严格要求,传统加工方式难以兼顾深切割、高精度与表面质量。
基于以上需求,鞍提仕选用630GS3 中走丝线切割机床进行适配:
机床原生 X 轴行程 630mm、Y 轴行程 500mm,与客户加工范围完全匹配。
Z 轴可定制行程至 500mm,完美满足客户 500mm 厚度工件的深切割需求。
Z 轴升降升级为电动按钮控制,操作便捷,可快速适配不同高度的联轴器工件,装夹与加工更高效。
数控 C 轴分度系统:配备高精度数控分度功能,可实现高精度角度定位,完美匹配联轴器中心孔键槽的对称加工需求,保证键槽与中心孔轴线的同轴度。
免紧丝 / 自动紧丝结构:无需人工频繁紧丝,减少操作误差,保证长时间切割过程中电极丝张力稳定,提升深切割工况下的精度一致性。
专业编程软件:搭载 AutoCut V10.0 及 NCCAD 编程软件,支持工件测量与旋转找正功能,轻松完成复杂锥孔键槽的编程与定位,大幅降低装夹找正难度。
针对船用键槽加工的核心优势:
1. 深切割工况下的高精度保障
机床采用稳定的运丝系统与优化的脉冲电源控制,可在 500mm 切割厚度下保持电极丝张力稳定,有效解决深切割过程中易出现的锥度误差与精度偏差问题,稳定满足客户 0.05mm 的键槽精度要求。
2. 数控分度解决锥孔键槽对称度难题
机床配备的数控 C 轴分度系统,可实现微米级角度定位,精准匹配联轴器锥孔上键槽的对称度与位置度要求,避免传统加工中键槽偏斜、同轴度差的问题,为船用推进系统部件的装配精度提供保障。
3. 适配船用合金材料的加工工艺
针对船用联轴器常用的高强度合金钢材,设备预设了专用脉冲电源参数与切割速度曲线,有效避免加工过烧、表面损伤,同时保证键槽的尺寸稳定性与表面光洁度,适配后续装配与使用需求。
4. 重型床身结构,适配大型工件
加工整机采用高刚性结构设计,工作台最大承重可达 700kg,可稳定支撑大型联轴器轮毂工件;加工过程振动小、稳定性高,满足船用部件批量生产的精度一致性要求。
630GS3中走丝机型相关参数信息如下:
| 设备型号 | — | 630GS3 |
| 主机外形尺寸(长 × 宽 × 高) | mm | 2050×1550×2000 |
| 设备总重量 | kg | 3000 |
| 工作台尺寸(宽 × 长) | mm | 880×600 |
| X 轴行程 | mm | 630 |
| Y 轴行程 | mm | 500 |
| 切割厚度 | mm | 600 |
| 工作台最大承重 | kg | 700 |
| 脉冲宽度 | μs | 1-250 |
| 输出脉冲间隔与脉冲宽度之比 | — | 4—15 |
| 低压管数 | 只 | 0-15 |
| 高压管数 | 只 | 0-3 |
| 伺服速度 | 档 | 0-15 |
| 伺服跟踪 | 档 | 1-199 |
| 伺服限速 | 档 | 1-500 |
| 运丝速度(档位) | 档 | 0-3 |
| 切割次数 | 次 | 1-7 |
| 最小机械驱动当量 | μm | 1 |
| 脉冲分辨率 | μm | 0.4 |
| 最大切割斜度 / 工件厚度 | — | ±6°/80 |
| X/Y 轴定位精度 | mm | ≤0.01 |
| X/Y 轴重复定位精度 | mm | ≤0.005 |
| 最佳多刀切割精度 | mm | ≤0.005(直径 18 的八方高 25mm,割一修二,材料:SKD11 或 Cr12,HRC58) |
| 最佳表面粗糙度 | μm | Ra 0.7(10mm×10mm×25mm,SKD11、Cr12,HRC58) |
| 最大切割效率 | mm²/min | ≥220 |
| 常用切割效率 | mm²/min | ≥150 |
| 最大加工电流 | A | ≤10 |
| 加工电源空载电压 | V | 100 |
| 消耗功率 | KW | ≤2.3 |
| 电极丝直径 | mm | φ0.12-φ0.2 |
| 丝筒运丝速度 | — | 变频调速(可变电压与频率) |
| 紧丝方式 | — | 双向自动紧丝 |
| 运丝速度 | m/s | 3-12 |
| 过滤精度 | μm | <5 |
| 过滤方式 | — | 慢走丝切割机过滤方式 |
| 工作液 | — | 专用切割液 |
| 电力 | — | 380V±10% / 50/60Hz / 2kVA |
| 温度 | — | 温度 15-30℃ / 湿度 40-80% |
| 气压 | kpa | 86-106kpa |
目前,该 630GS3 中走丝线切割机床正处于与客户的细节敲定阶段,包括定制化行程参数、电控配置及软件适配等细节均已进入最终确认环节,后续将按客户要求进入整机精工生产流程,为其打造高适配、高稳定性的专业化键槽加工解决方案。
如需了解更多船用精密零部件加工解决方案,欢迎咨询上海鞍提仕:contact@antsmachine.com,我们的技术团队将根据您的具体需求,为您匹配最合适的中走丝、快走丝或慢走丝线切割设备方案。
关键词:中走丝、慢走丝、快走丝、线切割、船用联轴器键槽加工
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。