

弯管机的 “后顶推(辅推 / 助推)” 系统,按驱动方式主要分为 3 种,它们的核心目标都是在弯管时从管材尾部施加推力,配合前端拉弯,抵消拉应力,提升成型质量,但适用场景和效果有明显区别。

一、弯管机后顶推的 3 种主要形式
1. 液压后顶推(最常见)
- 驱动方式:液压油缸直接推动管材尾部,推力可调、稳定。
- 主要作用:
- 弯薄壁管、小弯曲半径(≤1.5D)时,防止管壁减薄过度,降低椭圆度。
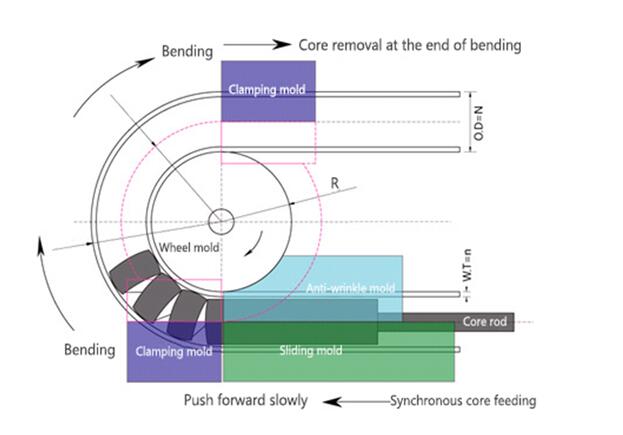
- 管材前端拉弯、后端同步推送,让管材 “边拉边送”,受力均匀,减少回弹。
- 长管材折弯时,防止管材下垂、抖动,提升稳定性。
- 适用场景:液压弯管机、重型弯管机,碳钢、不锈钢、厚壁 / 薄壁管都适用。
2. 伺服电机后顶推(伺服辅推)
- 驱动方式:伺服电机 + 滚珠丝杠驱动,推力和速度闭环控制,精度高、响应快。
- 主要作用:
- 精准控制推力与弯管速度同步,适合高精度、多段折弯、复杂轨迹的管材。
- 可实现不同折弯段的变推力控制,解决不同弯曲半径的成型差异。
- 减少管材尾部 “拖尾”,提升材料利用率。
- 适用场景:高端数控弯管机、汽车 / 航空航天精密管件加工。
3. 机械弹簧 / 气动顶推(简易型,较少用于工业主力机型)
- 驱动方式:弹簧或气缸提供固定推力,结构简单、成本低。
- 主要作用:
- 轻负载、小直径管材的简易折弯,提供基础的辅助推力。
- 防止管材在折弯时向后滑动,保持定位。
- 适用场景:小型弯管机、手动 / 半自动设备,适合简单、低精度的折弯需求。
二、主要作用
- 防扁、防皱、防裂:尤其薄壁管、小弯曲半径(1D–1.5D),后推能抵消弯曲处的拉应力,控制管壁减薄、椭圆度,避免内侧起皱、外侧拉裂。
- 提升精度、减小回弹:推力与拉弯力平衡,管材受力均匀,角度准、弧度圆、回弹小,尺寸一致性好。
- 降低减薄率:弯曲外侧管壁不会过度变薄,强度更稳(如汽车排气管、空调管)。
- 能弯更小半径:普通拉弯难做到 **≤1.5D**,后推可稳定做1D小 R,适合紧凑管路设计。
- 适配长管 / 大管径:长管下垂、大管径刚性大,后推辅助送料,减少抖动,成型更稳。
- 减少废料:末端短料也能顺利弯,不用留很长夹持段,省材料。
总结:普通弯管只拉一端,管子容易扁、皱;后推弯是前面拉、后面顶,管子被“推着走、弯着走”,受力均匀,自然又圆又准。
三、应用领域
- 汽车:排气管、油管、座椅骨架
- 卫浴:薄壁不锈钢管
- 空调 / 制冷:小半径铜管
- 家具 / 健身器材:多弯、长管
如果您也需要一款合适的弯管机,欢迎咨询上海鞍提仕。我们是一家资深的金属机加工设备供应商, 有丰富的机械设备制造与运用经验,能够为你提供专业技术支持。
请发送邮件到 contact@antsmachine.com;
更多产品信息,请访问:https://www.antsmachine.com/
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。