

在线切割(快走丝、中走丝、慢走丝)加工领域中,最常见的有浸水加工(浸泡式)和冲水加工(喷入式),那么他们之间有什么区别呢?具体应该如何选择?
核心不同:
1:浸水加工:
方式:工件完全浸没在密封水槽的工作液(去离子水 / 煤油)中加工。
排屑:靠液体自然对流与轻微压力,将电蚀产物(金属屑)带出间隙。
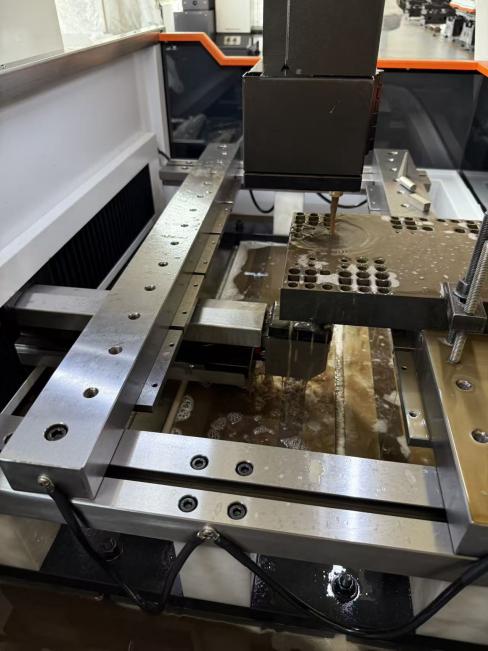
2:冲水加工
方式:工件暴露在空气中,上下高压喷嘴将工作液强力喷向切割区域。
排屑:靠高压水流(10~30MPa)进行强制冲刷,快速带走蚀除物。
| 对比 | 浸水加工 (浸泡式) | 冲水加工 (喷入式) |
| 图片 | 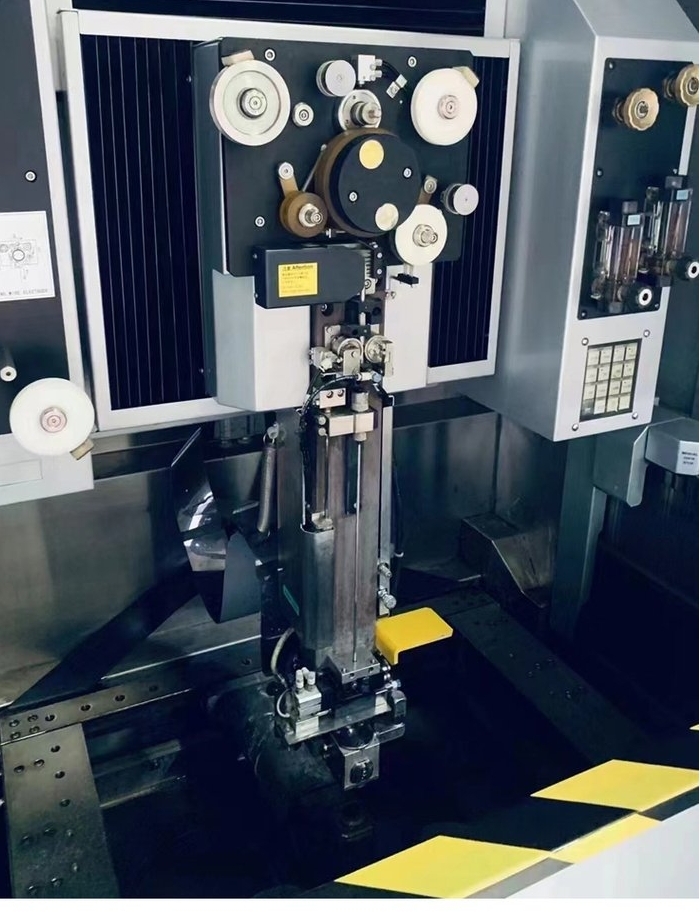 |
 |
| 冷却与温控 | 液体全域包裹,散热均匀、温度稳定,热变形极小 | 局部喷射冷却,温差大,工件易受热变形 |
| 加工精度 | 极高(微米级),尺寸与形位精度稳定 | 良好,但略低于浸水,易受水流振动影响 |
| 表面质量 | 更优,无氧化、无气泡、纹路均匀 | 可能有水流痕、局部过蚀,粗糙度稍差 |
| 排屑能力 | 较弱,厚件 / 大电流时易积渣、短路、断丝 | 极强,高压强力冲渣,厚件 / 高速切割更稳定 |
| 加工效率 | 较低(为稳牺牲速度) | 高(排屑好,可加大参数) |
| 电极丝振动 | 液体阻尼大,丝振极小,不易断丝 | 水流冲击 + 空气扰动,丝振大,易断丝 |
| 工件限制 | 受水槽大小限制,不适合超大型工件 | 开放式,可加工超出台面、异形、大型工件 |
| 环境与成本 | 环境干净、废液少;机床贵、维护成本高 | 易溅水、环境湿滑;机床便宜、运营成本低 |
| 适用场景 | 精密模具、连接器、齿轮、医疗器械等高精度零件 | 模板、零件、厚料、量产件等对效率要求高的场景 |
三、如何选择
选浸水加工:追求 ±0.001mm 级超高精度、镜面级表面、极小热变形。
选冲水加工:加工大厚度、大尺寸、复杂形状工件,或追求高效率、低成本。
上海鞍提仕是一家专业的线切割机生产制造商,我们有丰富的生产和加工经验,可以为您的产品推荐最合适的摇臂钻床,并给出合适的使用建议,能够为你提供专业的技术支持。我们主要有线切割机,电火花机床,穿孔机等。如果你有钻床生产需要,欢迎联系上海鞍提仕,公司邮箱:contact@antsmachine.com
关键词:线切割机,冲水加工,浸水加工,电火花机床
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。