

近日,上海鞍提仕一封来自斯洛伐克客户的询价,客户公司是全球领先的汽车和工业供应商。凭借其在发动机、变速器和底盘领域提供的精密零部件和系统,以及用于各种工业应用的滚子轴承和滑动轴承解决方案,为交通出行做出了决定性贡献,也是当地极具影响力的轴承供应商之一。客户需要加工3种不同尺寸的轴承,且客户对机器的精度以及公差要求很高,需要cmk>1.67,表面粗糙度达到0~0.8μm,圆度达到2μm,圆柱度达到3 um,磨削余量达到0.320~0.400,每个循环加工4件,循环时间为22秒±10%,包含工件上下料时间,以及砂轮的进给修整间隔,并且需要自动化生产,根据客户的这一高标准高要求,我们推荐了我们的专机产品:高精度数控无心磨床HCGM-5025(七轴伺服),这台专机可以一次性满足客户的所有需求,并且对圆锥小于1:20的圆锥体和各种成形回转体零件的切入磨削加工。目前,我们已经将该方案发送至客户团队,客户表示我们的机器正是符合他们所有标准的高质量机器,目前正在进行方案的细节确认,相信很快就可以签订合同!
鞍提仕HCGM-52025(七轴伺服)无心磨床,采用高级HT300铸铁经自然时效及多次回火处理形成稳定内部结构,保证在使用过程中坚固耐磨,合理的力学设计和优良的材质确保在使用过程中变形量小且坚固耐磨。采用外径500mm砂轮,宽度最宽200mm,切削力强。砂轮轴为悬臂式结构,砂轮主轴轴径较粗,具有回转精度高和高刚性的特点。砂轮主轴采用SKF滚动轴承主轴。导轮主轴为双支撑,主结构采用电主轴直接驱动,结构形式为SKF双列圆柱滚子轴承,回转精度超高。导轮架进上滑板和下滑板进给均采用伺服电机驱动滚珠丝杆机构,进给导轨采用高刚性M/V型导轨,通过高分辨率伺服电机驱动,微量进给精度高,最小进给量 0.0001mm。砂轮修整器导轨采用M/V型导轨,进给和往复均采用伺服电机驱动滚珠丝杆机构,可任意修整台阶。可实现砂轮修整自动补偿功能。维修方便,最小进给量 0.0001mm,并能在线补偿。导轮修整器导轨采用M/V型导轨,进给和往复均采用伺服电机驱动滚珠丝杆机构,可任意修整台阶。维修方便,最小进给量 0.0001mm。砂轮修整器金刚滚轮旋转采用伺服电机控制,稳定性高。操作系统采用西门子828D系统,设有自动切入磨削程序,进给量、速度、 时间、台阶差均为可调,结合国内外磨床控制技术,专业的触屏控制界面设计,简单的操作过程,易学易用等。可极大提高工作效率。配置两级过滤装置,纸袋及磁性分离器,过滤精度高。设备采用全封闭罩壳,有效磨削区水雾飞溅。
HCGM-5025(七轴伺服)无心磨床机型相关参数信息如下:
| 主要技术参数 | HCGM-5025(七轴伺服) |
| 切入磨削 | |
| 磨削直径 | 2~60mm |
| 最大磨削长度(标准托架) | 190mm |
| 通磨 | |
| 磨削直径 | 2~60mm |
| 最大磨削长度(标准托架) | 200mm |
| 砂轮最大规格(外径*宽度*内孔) | 500×200×305mm |
| 导轮最大规格(外径*宽度*内孔) | 350×200×203mm |
| 砂轮线速度 | ≥35m/s |
| 导轮转速(无级) | 10-200r/min |
| 导轮架回转角度 | |
| 垂直面内 | -2°~+5° |
| 水平面内 | -1°~+3° |
| 导轮架最小进给量 | 0.0001mm |
| 砂轮修整器最小进给量 | 0.0001mm |
| 两砂轮中心连线至托架底面高 | 200mm |
| 冷却水流量 | 50L/min |
| 电动机功率 | |
| 砂轮电动机 | 15KW |
| 导轮电动机 | 4KW |
| 机床引接电源 | 3N 380V 50HZ |
| 机床外形尺寸(长×宽×高) | 3026×1380×1850mm |
| 机床重量 | About 6000Kg |
客户工件图纸如下:
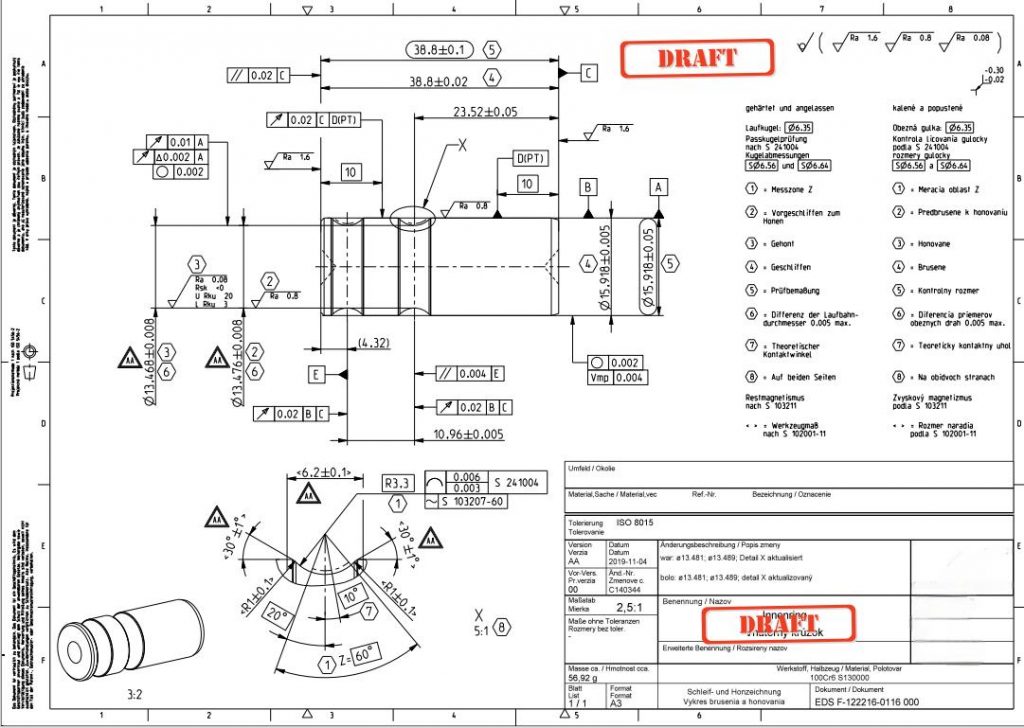
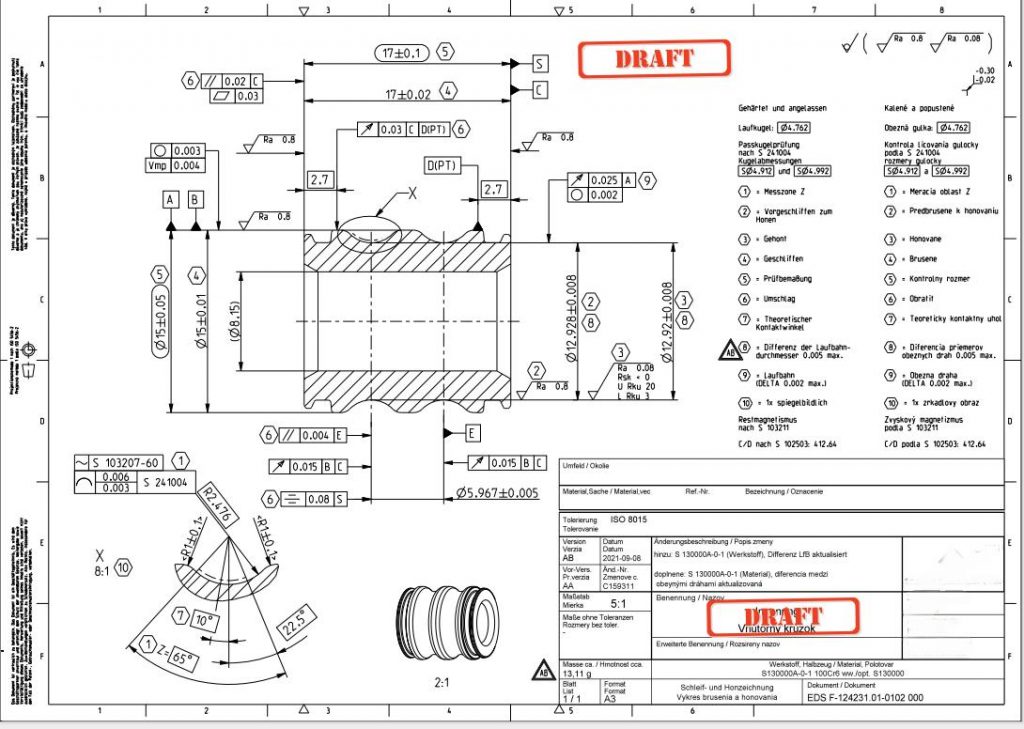
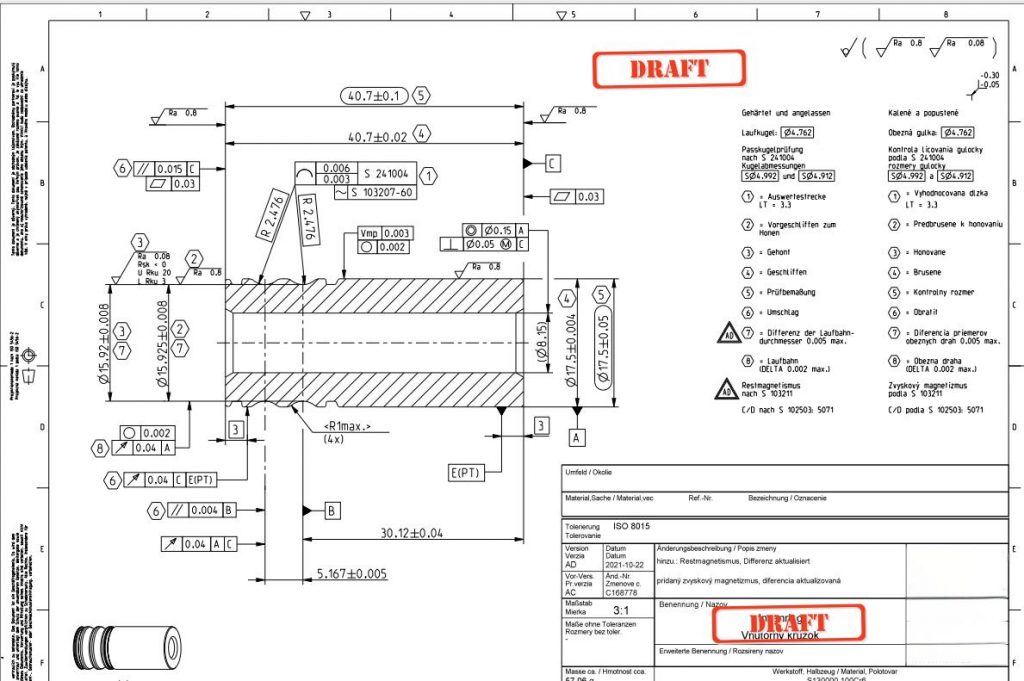
工程师根据图纸给出的磨削示意图(标红)如下:
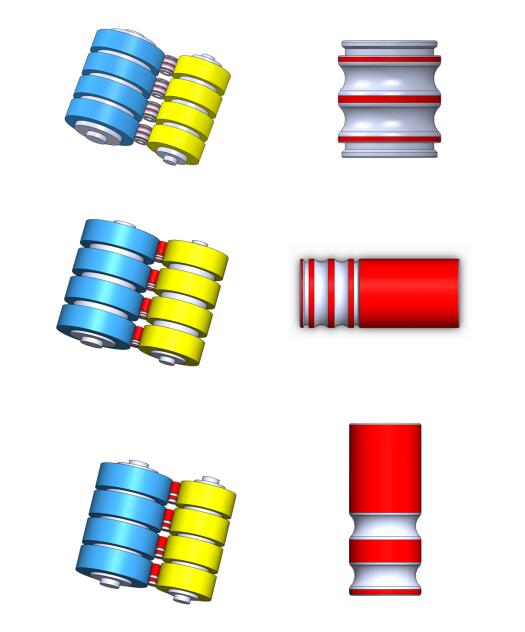
鞍提仕针对客户以上要求做出了专业回复,最终给客户报价了HCGM-5025(七轴伺服)无心磨床,并得到了客户的认可,如果您有类似的需求,欢迎咨询上海鞍提仕:contact@antsmachine.com,我们不仅有高精密无心磨床,还有外圆磨床、工具磨床、平面磨床等产品,我们的技术团队一定能够根据您的需求为您匹配出最适合您的技术解决方案。
获取所需的产品报价
给出详细的要求有助于获得更匹配的定制解决方案。 谢谢您的耐心。 我们将在 1 小时内回复您,请注意查收您的电子邮件。